The 32nd Project Committee (PC#32) of the IFMIF/EVEDA project was held on October 24-25, 2023 at the QST Rokkasho Fusion Institute and remotely for the newly appointed EU PC members.
During the first day, the presentations gave the status and outlook of the project to the PC members as well as to about 20 experts present in person, and remotely, from Japan and Europe.
The following achievements were highlighted by the PC#32:
The start of the beam operation phase B+ stage 2 on August 1, 2023 after the installation of the repaired circulator and the modified RFQ couplers;
The implementation of the experimental programme reaching so far 113 mA current transported up to the Beam Dump at 0.1% duty cycle with good stability.
The repairs made to fix the manufacturing quality issues with some of the SRF Linac components;
The sound progress of the enhancement activities specially the start of the prototyping of the RFQ RFPS based on solid-state technology;
The significant progress of the Fusion Neutron Source Design activities both on the Lithium Facility and on the Engineering Design, in particular taking advantage of the LIPAc operation to test new diagnostics.
On the second day, the PC members drew up and approved the Record of Conclusions, making recommendations, and acknowledging the accomplished work.
Project Committee #32 participants both in person and remotely
The 31st Broader Approach Steering Committee (BASC#31) was held on the 11th of May 2023 at the QST Rokkasho Fusion Institute. Many members and invited participants of the BASC#31 attended this meeting in person. It gave them the possibility to visit the accelerator facility, its associated control rooms, and the clean room facility for the LIPAc SRF Linac assembly. The organisation of the BASC#31 in Rokkasho provided the opportunity to highlight the progress of the IFMIF/EVEDA project. The latest achievements with respect to both LIPAc and Fusion Neutron Source Design activities were presented by the Project Leader. Regarding the LIPAc project, the start of the injector Continuous Wave campaign in order to identify the best plasma electrode, the repair of the circulator and its delivery onsite, and the improvement of the RFQ couplers thermal behaviour with new inner conductors enabled to propose a new schedule to resume beam operation in a timely manner. As for the Fusion Neutron Source activities, the progress of both experimental and simulation works was pointed out on the Lithium Facility and on the Engineering Design. Once the phase B+ is completed (high duty cycle 125-mA deuteron beam at 5 MeV), beam operation will be interrupted for a long period to proceed with the SRF Linac installation. This last equipment will enable to reach 9 MeV at high duty cycle. Meanwhile, the improvement of the maintenance and the enhancements of the injector, RFPS and Control System aim to increase the availability of the LIPAc in the future operation campaigns.
31st Meeting of the Broader Approach Steering Committee
The injector CW campaign was interrupted during a few weeks to fix two technical issues which appeared in a row just after resuming this activity at the beginning of 2023. For the first one, a fuse and few transistors were found damaged in the power supply of the second source coil. Procurement of new components was relatively fast and allowed fixing the power supply in a timely manner. The second difficulty came immediately after resuming injector operations and was linked to the power supply of the magnetron. On-site investigations did not allow to determine the reason of this failure. The power supply was replaced by a spare one from same manufacturer with different remote control interfaces. Yet few adjustments were needed to accommodate a different communication protocol and physical interfaces. The control system group worked closely with the injector group to update the local control system. Tests were performed in manual and remote modes to confirm signal synchronization with timing system, interlocks and operability from injector OPI (Operator Interface). Eventually, the injector operations with deuteron beam resumed on 29 March with the 11mm PE (plasma electrode). While plasma conditioning is organized during nights, beam extractions is performed during evening shifts and reached 150 mA extracted current at 100% DC (duty cycle) in the last days. Emittance measurements are performed at 5% DC for different beam extraction conditions. The objective is to gather enough data to compare results with the ones of previous injector campaign in 2022 using same PE diameter.
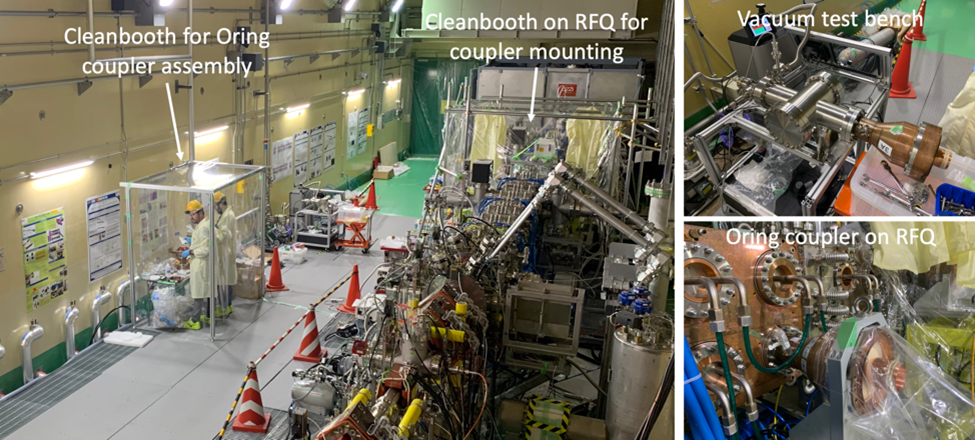
The main reason preventing injector operations during the daytime is related to RFQ activities. Indeed, the assembly of the Oring couplers was performed in a cleanbooth mounted in the vault. After each assembly, the coupler was mounted on a local vacuum chamber next to the cleanbooth to perform vacuum leak test. Though the coupler assembly procedure was well detailed, the percentage of successful leak tests was rather low for the first assemblies. A number of adjustments were introduced in the assembly sequence in order to obtain vacuum tight assemblies. Once validated on the vacuum test bench, each Oring coupler was mounted on the RFQ. Special care was given to the cleanliness aspects with the use of a large cleanbooth installed on both sides of the RFQ and able to host 2 operators. A smaller cleanbooth was installed in the first one around the RFQ port on which was mounted the Oring coupler. After completing the installation of the 8 Oring couplers, vacuum was pulled in the RFQ for a global leak test. After tightening further few bolts, the RFQ vacuum leak test was validated. The RFQ was brought back to atmospheric pressure to allow the assembly of the coaxial lines, which should start just after removing all the scaffoldings used for coupler assembly and also after reconnection of water piping and cables on the couplers.
Assembly, testing and mounting of Oring couplers on the RFQ
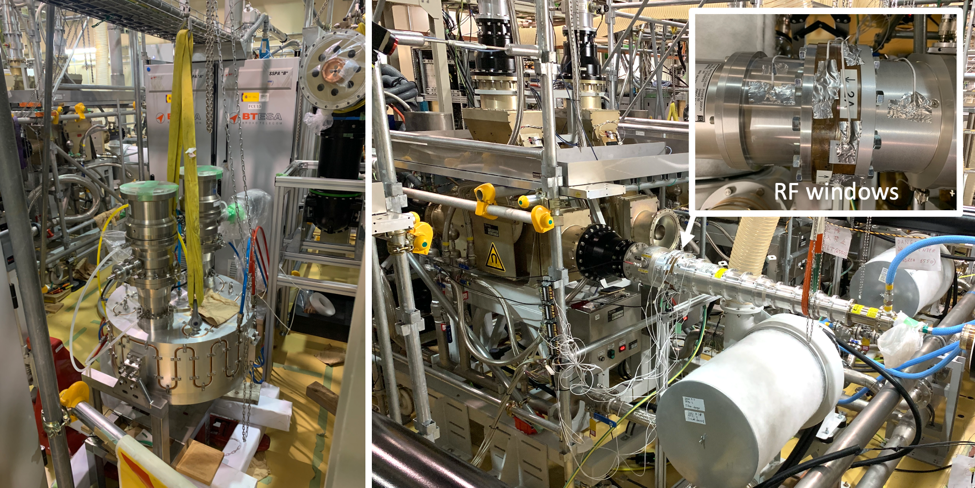
Meanwhile, the conditioning of the first pair of brazed couplers on RFQ RF chain 4A was terminated in March. It reached 96.3% duty cycle at 196 kW but with 130 kW of reflected power. While the first brazed coupler can be considered as fully conditioned, the second coupler was not exposed to full RF power and its conditioning should be completed later. The HPTB (High-Power Test Bench) was dismounted last month to allow activities on the MEBT SSPA and remounting of the coaxial lines in view of the LIPAc beam operations.
Another RF test bench was mounted on the RFQ RF chain 3B to condition the spare ceramic disks of the Oring couplers. A first ceramic disk was mounted and conditioned up to 150kW at 55% DC, but the test was put on hold as temperatures were reaching 86°C on the RF window flanges. A second ceramic disk was mounted for comparison and is under testing.
Dismounting of the High-Power Test Bench (left) Conditioning of spare ceramic for Oring couplers on RFQ RF chain 3B (right)
After their delivery and unpacking in Rokkasho BA site, the circulators 1A and 1B have been mounted on the RFQ RF module #1. Besides the heavy components and the limited space between RF modules and control cubicles, the detailed procedure prepared in advance allowed a smooth assembly operation. A water pressure test was performed after reconnection of water piping and get successful after fixing a few leaks. Measurements of RF characteristics for each circulator were performed successfully at different temperatures. The position of the circulators was adjusted during an alignment campaign with laser tracker. Before connecting the circulators to the RFQ with coaxial lines, a last RF power test will be performed by mounting a RF load at the output of each circulator.
The 15th LIPAc Technical Meeting (LTM15) was held remotely on February 16 2023, to share a general overview of the LIPAc Unit present and future activities.
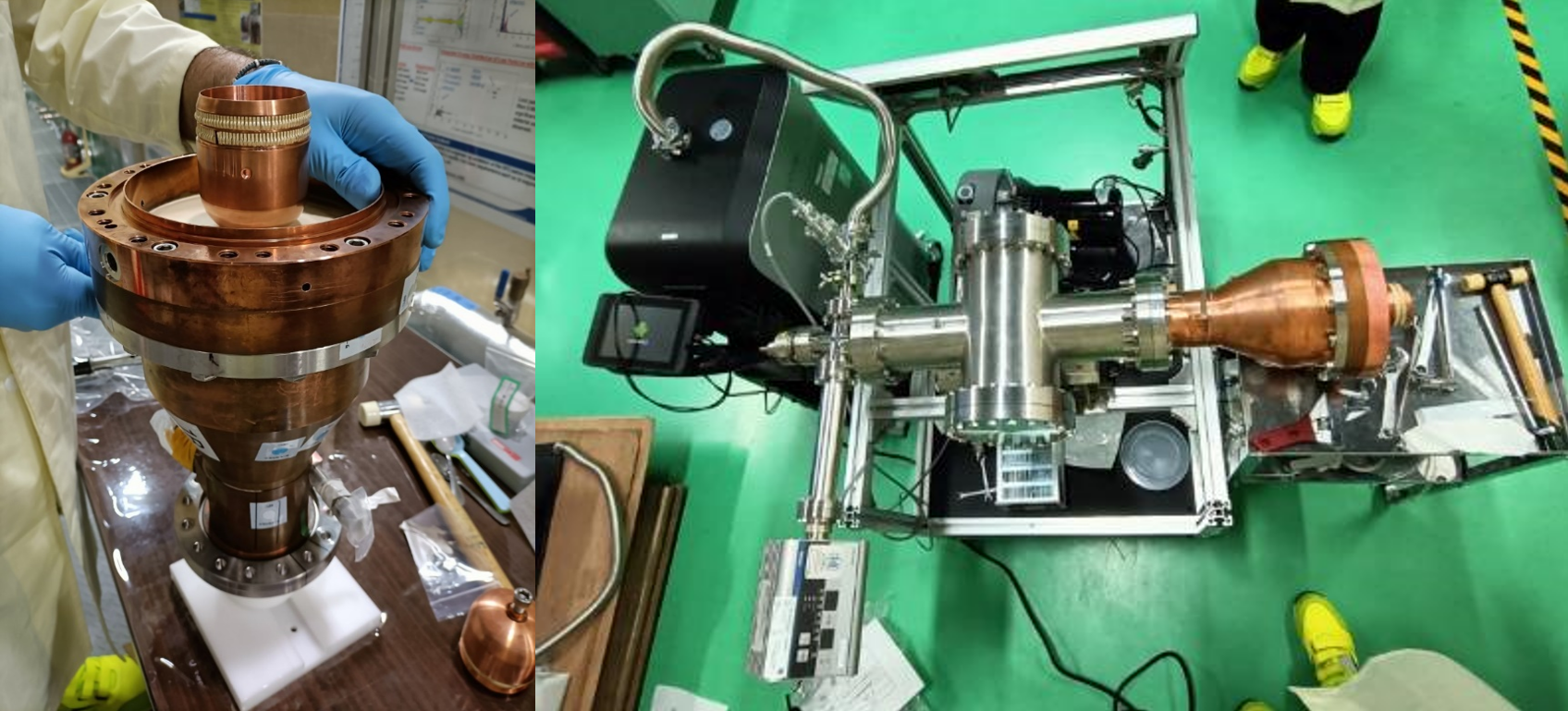
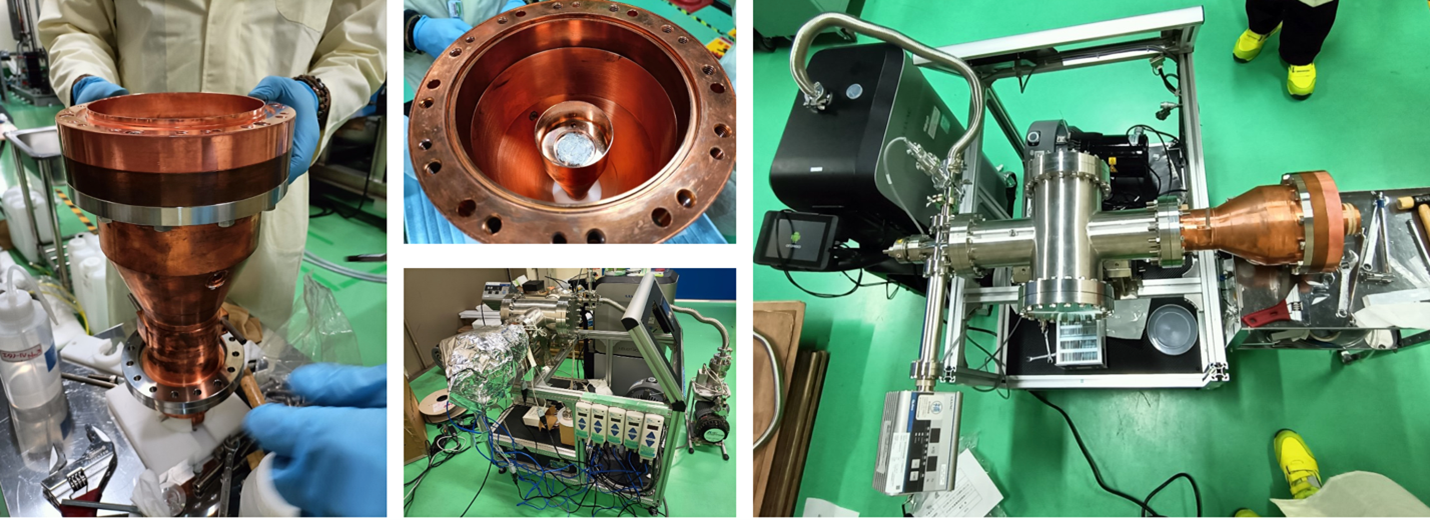
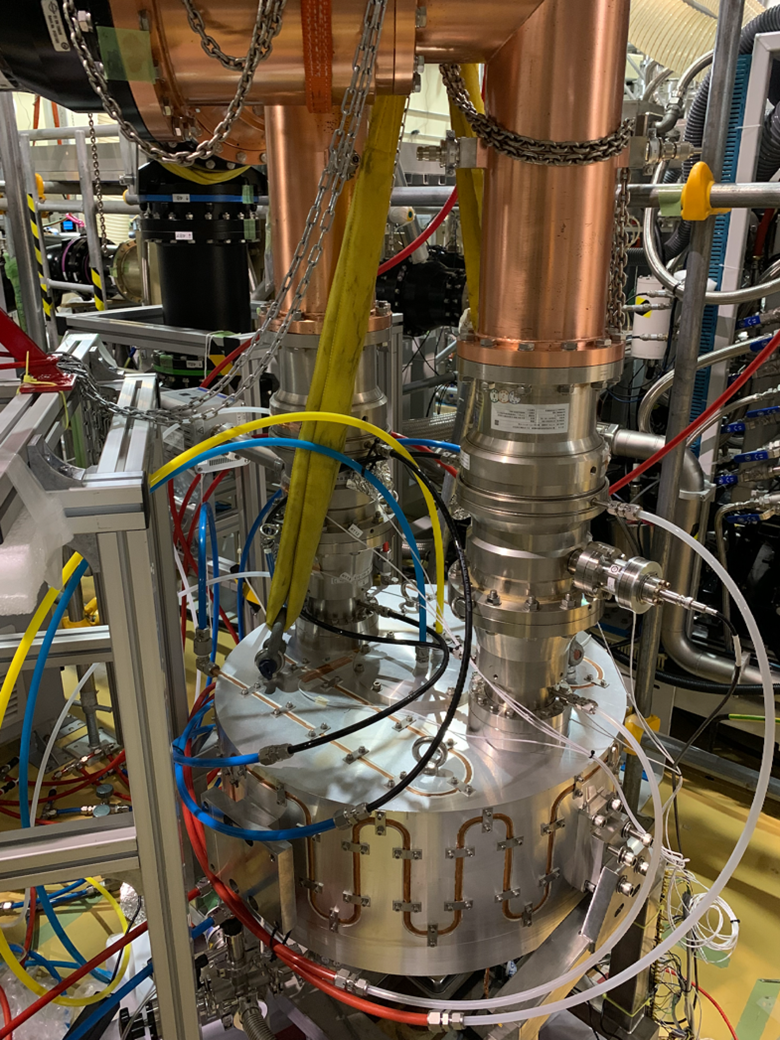
In the first session about the LIPAc status and commissioning plan, the Project Leader presented the progress of LIPAc with respect to the injector continuous wave campaign, the circulator 1B repair, and the couplers strategy (O-ring couplers are used, with an enhanced cooling capability to reduce the temperature at the inner conductor coupling part, see photo below) in order to resume operation in a timely manner. The SRF Linac assembly, the maintenance strategy and the commissioning objectives were also addressed.
The significanceof the LIPAc contributions to the preparation DONES and A-FNS was pointed out, in addition to the qualification of the accelerator concept and components. Other presentations and discussions included the revised experimental plan and the RFQ power couplers activities, on the critical path to restart beam operation.
The second session was about the LIPAc design enhancement. Regarding the injector, the scope of its upgrades has been updated based on the maintenance and the operational feedback in order to optimize maintainability and operability. As for the Radio-Frequency Power Systems, its maintenance aims to improve the system availability, while a prototype Solid State Power Amplifier is under design for its planned upgrade. Lastly, the Machine Protection System upgrade of the Control Systems is progressing well as its Preliminary Design Review was scheduled on the 28/29 of March 2023.
The Project Leader and LIPAc Unit Leader thanked all for the fruitful discussions and congratulated the team about the quantity and quality of work performed.
O-ring coupler assembly (left) and its vacuum test (right) prior to mount it to the RFQ
The 1st Fusion Neutron Source Technical Meeting (FNS TM1) was held remotely on February 09, 2023, to share the status of the FNS Unit activities.
The first session was focused on the Lithium Target Facility activities (LF) that are the engineering validation activities in BA phase II (from 2020) aiming to perform additional R&D in order to improve the reliability of the individual systems from the viewpoints of long-term operation.
The progress of the construction of Li loop facilities were presented for both the 1:10 scale pilot plant (Japan) and the full-scale test loop (EU). The first experimental results of the erosion-corrosion of Target Assembly and ELTL (EVEDA Lithium Test Loop) material were discussed before being used to feed its modelling. The experimental setup for the study of the stabilization method of used/leaked Li including radioisotopes was completed and enabled the start of the experiments. Following the finalization of the Li fire experimental setup, the conclusion of the first experiments on Li fire risks identified the levels of humidity without ignition.
The second session was focused on the Engineering Design activities (ED) that are theactivities in BA phase II (from 2020) aiming to obtain relevant information for the design of an IFMIF-like Neutron Source concerning the safety reduction. Many modelling and experimental studies were presented.
The possibility of storing the lithium after its stabilization was investigated within the tritium migration estimation. Experimental studies on a stabilization treatment are currently underway.
The erosion-deposition modelling in the target system for FNS enabled the evaluation of the absorbed dose rate of the primary heat exchanger oil due to the activated erosion-corrosion products. The modelling activities are now focused on the corrosion.
In order to complement the accident analysis in safety, an environmental impact assessment was performed using the PUFF code developed to study the tritium atmospheric release from FNS facilities. Additionally, the first draft of failure mode analyses activities is expected to be available in June 2023 including references to the top-level safety regulations.
The irradiation campaigns of the candidate oils for the heat transfer fluid in the primary heat exchanger were performed with simulations in JA using the dibenzyl toluene properties and experiments in EU using hydrogenated terphenyls to investigate the behaviour at different gamma dose rates. As main results, a good stability under gamma irradiation has been found up to 13 MGy (dose expected in DONES after 40 years of nominal operation).
Evolution of EU oil candidate colour due to the gamma radiation at NAYADA facility (CIEMAT, Spain) up to 13 MGy
The last IFMIF/EVEDA Project Committee recommended to resume LIPAc beam operations in a timely manner. For what concern the RFQ couplers, this recommendation resulted in the re-use of viton Oring solution for ceramic window sealing with improved cooling capacity while the ceramic-metal brazed couplers would be conditioned as much as possible in parallel.
Indeed, the design of the RFQ Oring coupler has been updated to improve its cooling capability. On vacuum side, an upgraded anchor is meant to ease the heat extraction from the internal conductor and the RF windows ceramic. A prototype was built and tested in Rokkasho, confirming its assembly procedure and vacuum tightness. On atmospheric side, flanges of the RF windows were machined to allow compressed air-cooling injection and extraction by 6 holes. The series of upgraded anchors and air flanges were delivered in Rokkasho beginning of February. The re-installation of the Oring couplers with upgraded elements on the RFQ is starting this week.
Upgraded anchor assembly test, thermal paste uniformity, baking and vacuum leak test
Meanwhile, an important effort was dedicated to the setup of the High-Power Test Bench (HPTB) in the RF area with the objective to condition the RFQ brazed couplers. The LIPAc building was not designed to host this kind of HPTB and the RF area was already occupied by many equipment. Resources from the different groups of the LIPAc Unit were involved to find solutions for the HPTB, finding adequate position, re-using existing components and adapting the RF system and control system to operate the HPTB in standalone. Careful conditioning of the first pair of brazed couplers started in Dcember 2022 and reached 96% Duty Cycle (DC) last week. The objective is to reach 100% DC in order to validate the design of this brazed couplers. The 3 other pairs will need to be conditioned as well to validate their manufacturing, presumably on a different test bench as the HPTB will be shortly dismounted.
High Power test bench for conditioning of RFQ brazed couplers
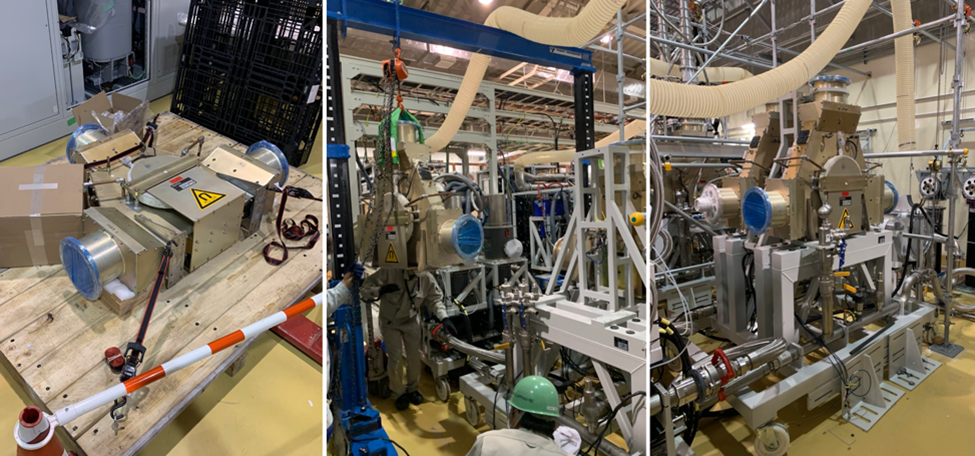
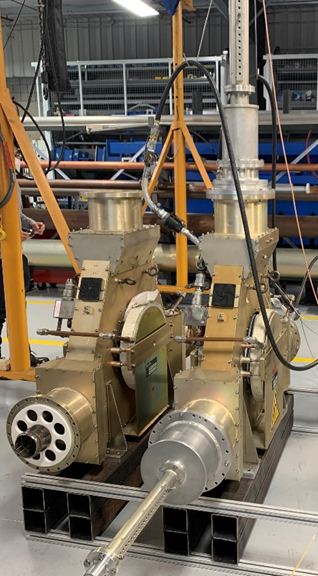
The circulator 1B was checked and repaired at the premises of the manufacturer (Ferrite Company owned by MEGA) in Gorham, near Portland, ME-USA. The Factory Acceptance Tests (FAT) were organized last week with the attendance of 3 LIPAc Unit experts. For the FAT, the circulators 1A and its twin unit 1B were mounted together in the same configuration as for LIPAc (see picture below). Electrical performance tests and water tightness tests were passed successfully. After reaching thermal stability, RF parameters were measured on circulator 1B to check the success of the repair. The measurements were repeated after removing circulator 1A, resulting in a strong mismatch that can be corrected applying adequate current to the coil. This series of measurements will be useful to setup the spare circulator which aims to have an interchangeable position between side A and B. Both circulators will be packed for shipment to be back in Rokkasho by end of March.
Test bench for the pair of circulators 1A/1B during FAT in Ferrite (Gorham, ME, USA)